V140用の温度センサーですが、V140のインジェクションタイプ用だからそれほど数が出ないだろうってことで、今回はプリント基板ではなくエッチングで制作しております。
プリント基板だと結構な数を発注しないと1枚当たりの単価が高くなっちゃいますので。
と、思ったんですが、
すでに予想を上回る数の受注を頂きまして(^^ゞ
え!? そんなに注文くる!? っていうのと、V140のインジェクション仕様ってそんなに走ってたのか!
という嬉しい驚きです(^^)
とは言え、作業はもう始めていたのでエッチング基板でいきます。
基板をエッチング処理してつくるには、一般的なのは感光基板という材料を使うんですが、コスト面とうちにある道具の関係で、ちょっと変わった作り方をしています。
まずイラストレーターでパターンを設計しまして、カッティングシートを切り出します。
で、そのシートを生基板に貼ります。

それでエッチングで銅箔を溶かしたい部分をはぎます。
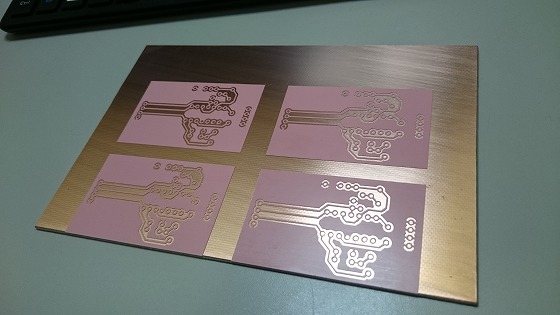
ピンクのシートの部分の銅箔が残ってパターンになるんです。
これをエッチング液で処理すると、パターンの出来上がりです。
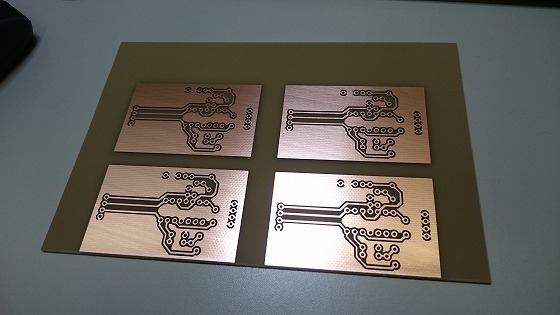
このあと、CNCフライスで穴開け&カットすると基板の完成となります。
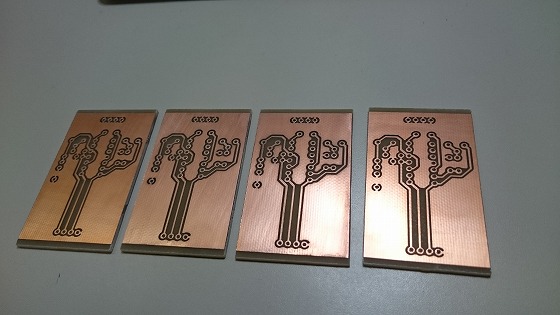
1回の作業で4枚できます。
手間はかかりますが、少量だとコストがかからず制作できますね。
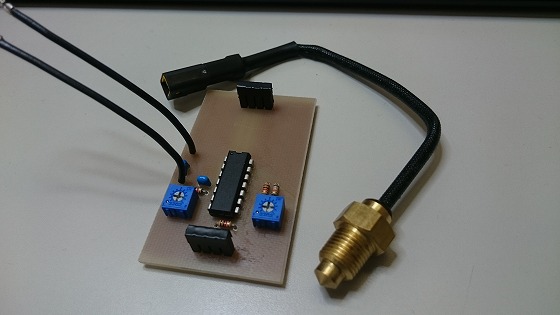
それで、肝心の温度センサーの仕様は、セッティングしやすいように温度補正マップではなく、少ない設定項目になっています。
設定項目は、冷間増量時間(μ秒)、冷間増量の温度範囲(最低温度、最高温度)の3項目のみです。
実験の結果、インマニ温度が5℃を下回ると増量値はほぼ一定で変化させる必要はありませんでした。
また、60℃を超えると増量する必要はありません。
冷間増量時間(μ秒)は5℃のとき、つまり最大の増量値を設定し、温度によって自動計算するようにしました。
インマニに温度センサーを設置できなくても、例えばシリンダーヘッドに設置しても構いません。
その場合、インマニよりも遅れて温度が上昇するので、温度範囲の最高温度を少し低めに設定しておけば問題ありません。
冷間増量の最大値は、アイドリング時の噴射時間の概ね1.5倍程度でした。
アイドリング時の噴射時間が1000μ秒だとすると、5℃の場合 1000μ秒+1500μ秒で合計2500μ秒噴射することになります。
温度も増量も車種によって違いはありますが、この辺を基準にセッティングするといいと思います。


コメント
あれ?もう注文受付ですか?
私も欲しいですけど、、、どうしたら良いですか?
いや、まだ発表前なんですが
みなさんブログ記事見て直接メール頂いてました。(^^ゞ
メールかお問い合わせから連絡頂ければ対応します(^^)
スッキリした基板ですねえ。
基板のパターンを見ると、OPアンプ
の利用かなと。
センサー位置で、温度がかわるので
取り付けてからの調整は、オーナー
さんの仕事。季節で最適値が変わり
ますが、自前でできるのがGood!
さすが(^^)
その通りオペアンプです。
センサーがサーミスタタイプなので抵抗値を測るだけで、回路自体は簡単なものです。
mc21 用のPGM3の代わりのものを是非作成お願いします。
購入する人たくさんいると思います。
ありがとうございます。
MC21は数回お問い合わせ頂いたことがあります。
人数が集まれば開発はできるのですが、実際にはなかなか開発できるだけの人数が集まらないのが現状です。